






Ulipuaji wa risasi na mchakato wa kuharibu wa fremu ya nafasi ya chuma
Ulipuaji wa risasi:
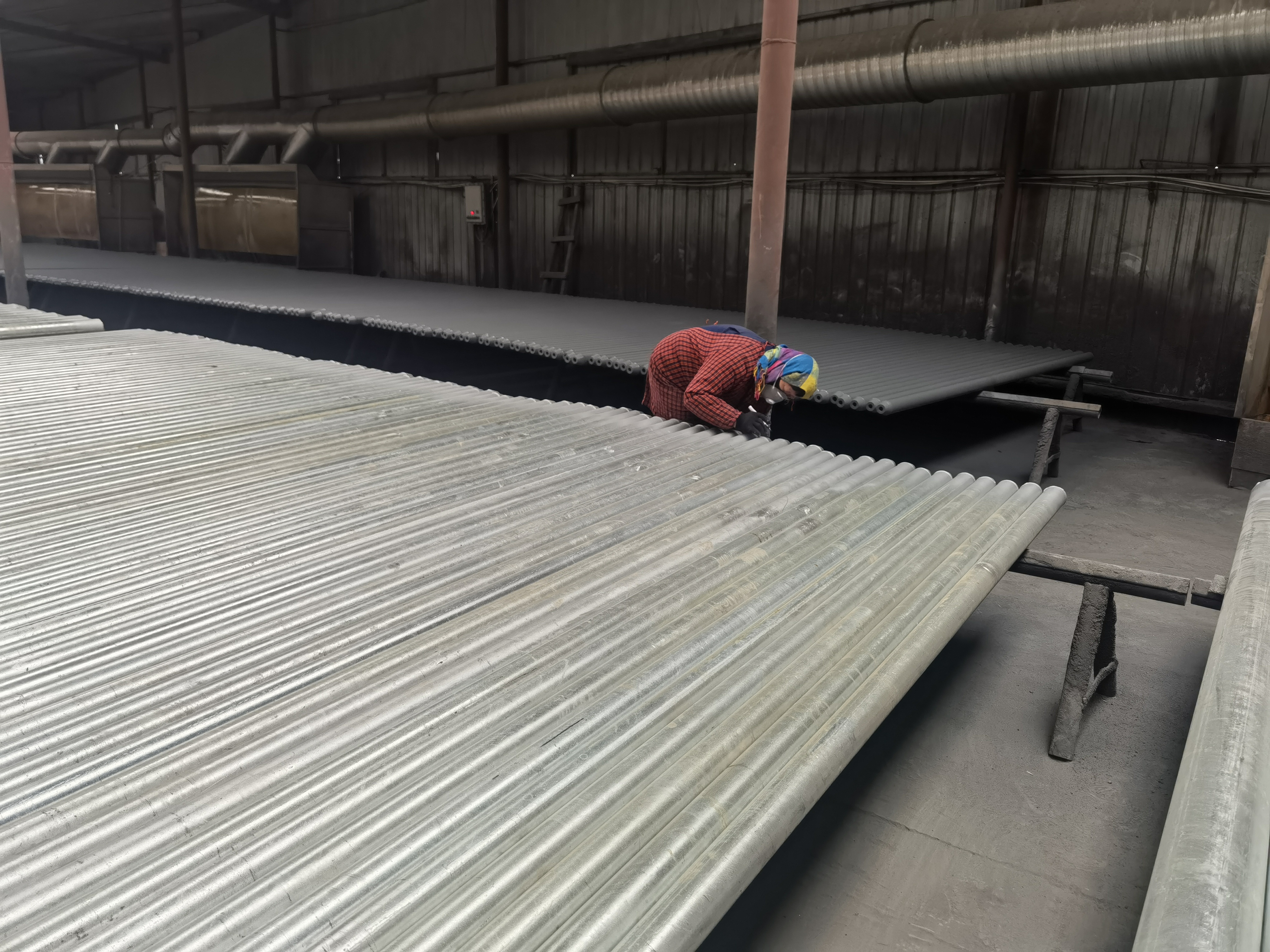
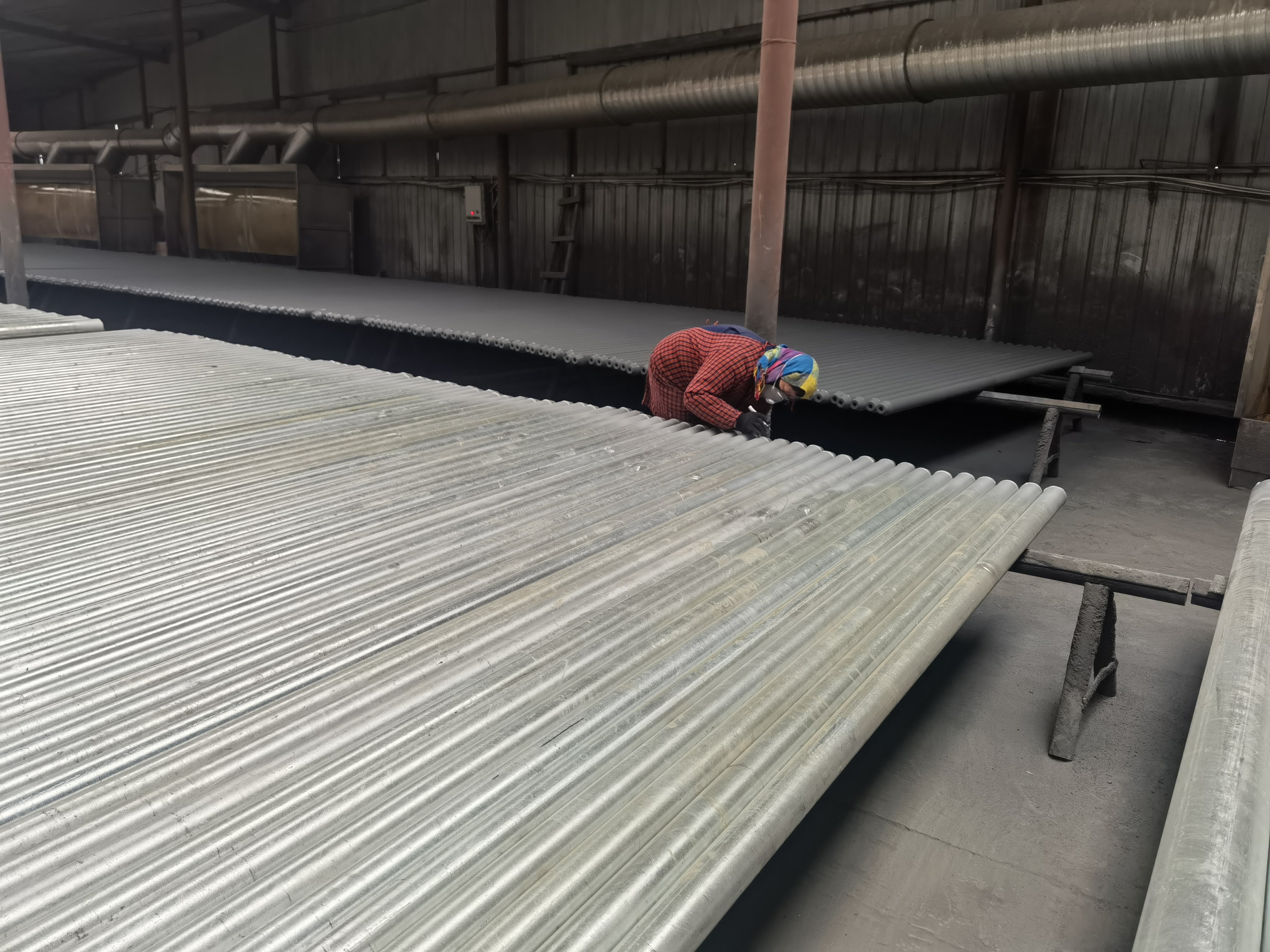
Ulipuaji wa risasi ni kutumia nguvu ya katikati ya impela kwenye mashine ya kulipua risasi inapozunguka kwa kasi ya juu, na mchakato wa ulipuaji wa risasi ni wa juu sana.
Kasi ya mstari wa chuma hupigwa kwenye uso wa chuma ili kutibiwa, na kusababisha athari ya kupiga na kusaga, na kiwango cha oksidi kwenye uso wa chuma huondolewa.
na kutu, na kuzalisha ukali fulani.Ulipuaji wa risasi una ufanisi mkubwa na unaweza kufanywa katika mazingira yaliyofungwa.
ulipuaji wa risasi na daraja la kuondolewa kwa kutu;
(1) Mlipuko mdogo wa risasi na kuondolewa kwa kutu.Uso wa chuma haupaswi kuwa na grisi inayoonekana au uchafu na usiwe na kiwango cha oksidi kali, kutu na mipako ya rangi na viambatisho vingine;
(2) Ulipuaji kamili wa risasi na kuondolewa kwa kutu.Uso wa chuma haupaswi kuwa na grisi inayoonekana au uchafu na usiwe na kiwango cha oksidi kali, kutu na mipako ya rangi na viambatisho vingine;
(3) Ulipuaji kamili wa risasi na kuondolewa kwa kutu.Uso wa chuma haupaswi kuwa na grisi inayoonekana au uchafu, mizani, viambatisho vya chuma kama vile kutu na mipako ya rangi, athari yoyote iliyobaki inapaswa kuwa madoa kidogo tu kwa namna ya dots au vipande;
(4) Mlipuko wa risasi na kuondolewa kwa kutu ili kufanya uso wa chuma kuwa safi.Uso wa chuma haupaswi kuwa na grisi inayoonekana au uchafu, ngozi ya oxidation, kutu na mipako ya rangi na viambatisho vingine, vinavyoonyesha luster ya metali sare;